Spájkovanie hliníka je doma náročný proces. Zložitosť je spôsobená vlastnosťami kovu, ktoré sťažujú spájanie jednotlivých častí hliníka s inými látkami. Hliník je potrebné spájať v súlade so špeciálne vyvinutými technológiami, ktoré zabezpečujú kvalitu spájkovania. Dôležité sú skúsenosti majstra, ktorý spája časti vyrobené z hliníka spájkovaním.
Obsah
Prečo sa hliník zle spájkuje
Mnohí sa pokúsili spájkovať hliník doma a dobre pochopili: spájka sa nechce prilepiť na povrch dielov. Je to spôsobené tvorbou stabilného oxidového filmu na kove, ktorý má nízku priľnavosť k spájkovanému materiálu. Metódy spájkovania hliníka doma sú redukované na boj proti ochrannému filmu.
V mineralógii sa oxid hlinitý nazýva korund. Skladá sa z priehľadných kryštálov, čo sú drahé kamene.Korund má inú farbu v závislosti od nečistôt: chróm dáva červenkastý odtieň, zafír - modrastý. Oxidový film má vysokú pevnosť a nedá sa spájkovať. Musí sa odstrániť z povrchu a potom začať spájkovať diely.

Ako odstrániť oxidový film
Fólia sa z kovového povrchu odstraňuje niekoľkými spôsobmi, najúčinnejšie sú chemické a mechanické. Obidve metódy vyžadujú bezvzduchové prostredie, v ktorom nie je k dispozícii kyslík.
Chemická metóda je založená na ukladaní zinku alebo medi na povrch predvalku elektrolýzou. Síran meďnatý sa aplikuje vo forme koncentrovaného roztoku na miesto pripravené na spájkovanie. Pripojte záporný pól batérie alebo iného zdroja energie na čistú oblasť z kovu. Jeden koniec medeného drôtu je pripojený ku kladnej svorke, druhý je spustený do roztoku na hliníkovom povrchu. V dôsledku elektrolýzy sa meď alebo zinok ukladá v tenkej vrstve na hliník a silne k nemu priľne. Teraz môžete spájkovať hliník s cínom.
Na odstránenie oxidu sa používa olejový film. Pre túto metódu je lepšie brať syntetický alebo transformátorový olej s nízkym obsahom vody. Ostatné druhy olejov sa musia uchovávať pri teplote + 150 ... + 200 ° C, voda sa odparí. Pri vyšších teplotách začne obsah prskať. Dehydrovaný olej sa nanesie na povrch hliníkovej časti. Pomocou brúsneho papiera musíte pod nanesenou vrstvou trieť hliník, aby ste odstránili oxid.
Šmirgľová koža sa nahradí skalpelom, zúbkovaným hrotom spájkovačky alebo železnými hoblinami získanými z nechtu otrepaného pilníkom. Čipy sa nalejú na olej a hrot spájkovačky sa pretrie po povrchu, čím sa odlupuje vrstva oxidu. Masívnu časť je vhodné nahrievať prúdom horúceho vzduchu.Spájka so spájkovačkou sa ponorí do kvapôčky oleja a rozotrie sa na mieste spájkovania. Pre lepší proces spájkovania sa pridáva kolofónia alebo iné tavidlo.
Na spájkovanie hliníkových drôtov boli vytvorené tavivá na báze kyseliny acetylsalicylovej alebo ortofosforečnej, soli kyseliny boritej alebo sodnej. Kolofónia sa používa zriedka, v prípade hliníka je neúčinná. Tavivá sa používajú na spájkovanie drôtov, hrncov a iných vecí.
Tavivá na spájkovanie hliníka
Tavivá sú vysoko aktívne, takže po spájkovaní sa musia zmyť roztokom vody a alkálie. Úlohu alkálií dobre plní jedlá sóda. Po alkálii sa spoj premyje čistou vodou. Dýchacie orgány by mali byť chránené pred vstupom výparov toku. Môžu dráždiť sliznice a dostať sa do krvného obehu. Najbežnejšie z nich je potrebné zvážiť individuálne.
Kolofónia
Kolofónia je najžiadanejšia zo všetkých tavív. Používa sa pri spájaní rôznych kovov. Na hliník funguje len za neprítomnosti vzduchu, preto sa používa málo. Viac času sa strávi prácou s kolofóniou, menšia efektivita. Toto tavidlo nie je pre profesionálov, môže spájkovať, ale kvalita spojenia nie je odolná.
Práškové tavidlo
Hliník je spájkovaný plynovým horákom pomocou práškových tavív. Neodporúča sa pridávať do plameňa kyslík, znižuje to účinnosť taviva. Najbežnejšie toky:
- F-34A;
- bórax;
- kyselina acetylsalicylová;
- spájkovací tuk.

F-34A je aktívne tavidlo obsahujúce 50 % chloridu draselného, 32 % chloridu lítneho, 10 % fluoridu sodného a 8 % chloridu zinočnatého. Kompozícia sa používa s spájkami obsahujúcimi chemické prísady.Je hygroskopický a rozpúšťa sa vo vode.
Borax je prášok, ktorý sa topí pri 700 °C, je rozpustný vo vode a premýva sa vodným roztokom kyseliny citrónovej. Líši sa nízkou cenou.
Kyselina acetylsalicylová sa nachádza vo forme tabliet aspirínu. Pri zahrievaní spájkovačkou sa uvoľňujú výpary škodlivé pre ľudské zdravie, ktoré pália nos, oči a dýchacie orgány.
Spájkovací tuk pozostáva z parafínu, chloridu amónneho a zinku, deionizovanej vody. Dobré spájkovanie predhriatych miest, ktoré prešli pocínovaním. Po spájkovaní hliníkových častí sa odporúča zmyť zvyšky taviva, inak spôsobuje koróziu kovu.
Kvapalný tok
Kvapalné tavidlo sa nanáša na miesto spájkovania v tenkej vrstve. Pri práci s spájkovačkou sa rýchlo odparuje s uvoľňovaním horiacich výparov. Flux F-64 obsahuje fluoridy, tetraetylamónium, inhibítory korózie a ionizovanú vodu. Dobre ničí oxidový film a pomáha pri spájkovaní veľkých hliníkových obrobkov. Používa sa pri spájkovaní medi, hliníka, pozinkovaného železa a iných kovov.
F-61 pozostáva z trietanolamínu, fluoroboritanu amónneho a fluoroboritanu zinočnatého. Používa sa na pocínovanie a spájkovanie hliníkových zliatin pri teplotách do 250°C. Castolin Alutin 51 L pozostáva z kadmia, olova a 32% cínu. Najúčinnejšie pôsobí pri teplotách nad 160°C.
Ktorékoľvek z uvedených tavív pomáha spájkovať hliníkovú panvicu, hliníkové polotovary rôznych veľkostí, spájať duralové, duralové (duralové) polotovary spájkovaním.
Spájka na spájkovanie hliníka
Spájka na spájkovanie hliníka je vyrobená na báze zinku alebo hliníka.Na dosiahnutie rôznych charakteristík sa do nej zavádzajú prísady: na zníženie teploty topenia, zvýšenie pevnosti. Vyrábajú sa v Amerike, Nemecku, Francúzsku, Rusku. Uvažujme o niektorých z nich.
Bežnou a široko propagovanou spájkou na hliník je HTS 2000. Vyrába ju firma z USA. O jeho krehkosti svedčí prax: spájkované časti prepúšťajú vzduch a vlhkosť. Nedá sa použiť bez taviva.
Castolin 192FBK na báze zinku (97 %) a hliníka (2 %) sa vyrába vo Francúzsku. Castolin vyrába spájky 1827 a AluFlam-190 určené na spájkovanie medi a hliníka pri 280 °C.

Castolin 192FBK je spájkovacia trubica obsahujúca tavivo v jadre. Vyrába sa vo forme tyčiniek, z ktorých 100 g stojí 100-150 rubľov. Dobre spájkuje malé diery a praskliny.
Chemet Aluminium 13 je spájka používaná pri zváraní dielov pri teplote 640 °C a vyššej. Jeho základom je hliník (87 %) a kremík (13 %). Teplota tavenia spájky je asi 600°C. Vyrába sa vo forme tyčiniek, ktorých je 25 kusov na 100 g. 100 g stojí 500 rubľov. Odroda s názvom Chemet Aluminium 13-UF má dutú štruktúru a v jadre obsahuje tavivo. Jeho cena za 12 tyčiniek, ktoré vážia 100 g, je 700 rubľov.
Hliníková spájka sa vyrába aj v domácich podnikoch. Na spájkovanie s plynovým horákom sa používa zloženie značky 34A. Taví sa pri teplote 525°C, dobre spájkované zliatiny AMts, AM3M, AMg2. 100 g stojí 700 rubľov.
Trieda A pozostáva zo 60 % zinku, 36 % cínu a 2 % medi. Topí sa pri 425 °C. Vyrába sa v tyčiach s hmotnosťou 145 g Náklady na jednu tyč sú 400 rubľov.
SUPER A+ sa vyrába v Novosibirsku a je analógom HTS-2000. Aplikuje sa spolu s gumboilom značky SUPER FA. Stojí to 800 rubľov. na 100 g.V roztavenom stave sa stáva viskóznym, na vyrovnanie je potrebné použiť oceľové nástroje.
Plnený drôt
Tavený drôt sa používa pri zváraní hliníkových dielov, nie je vhodný na spájkovanie. Zváranie hliníka plynovým horákom s drôtom s tavivom sa nevykonáva. Časti je lepšie zvárať elektrickým strojom.
Ktorá spájkovačka je vhodná
Čo spájkovať, aký nástroj je na to potrebný - všetko závisí od oblasti spájkovania. Hliník a meď dobre vedú teplo, takže potrebujete výkonnú spájkovačku. Pri ploche dielu 1000 cm² je výkon spájkovačky 50-60 wattov. Často sa spájkujú dve alebo viac častí, v tomto prípade sa výkon zvýši na 100 wattov. Pri zahrievaní križovatky je vhodná spájkovačka s nižším výkonom. Žihadlo je vybrané široké, môžu sa na ňom urobiť zárezy na odstránenie filmu oxidu hlinitého.
Je potrebné zvážiť, ako spájkovať hliník pomocou spájkovačky. Robí sa to dobre zahriatym nástrojom po odstránení oxidového filmu a pocínovaní, spájka dobre priľne k pocínovanému (pocínovanému pomocou špeciálnych spájok) oblasti a vhodná je akákoľvek spájkovačka
Hliníkové spájkovacie horáky
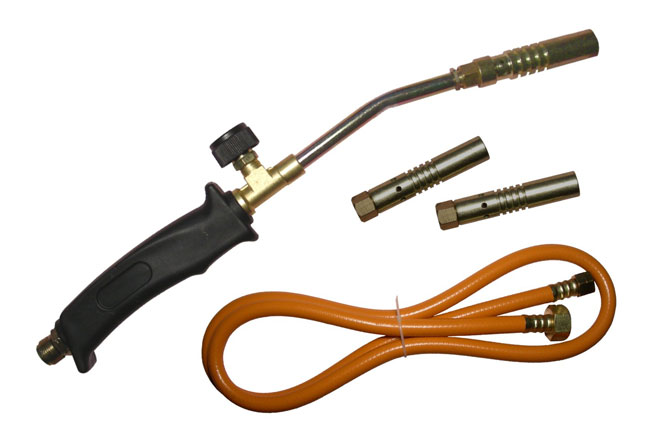
Musíte vedieť, ako spájkovať s plynovým horákom. Ak je plocha dielov veľká a nie je dostatočný výkon spájkovačky, použite horák. Je lepšie použiť plyn, pretože spájkovanie hliníka s plynovým horákom má veľký potenciál. Horák rýchlo zohreje spoj dielov takmer na teplotu topenia hliníka. Tavidlo s spájkou sa nanesie na spoj, vyrovná sa hrotom spájkovačky a vytvrdne. Spoj sa musí umyť od zvyškov spájkovacej kyseliny alebo iného taviva.
Pri práci s horákmi je potrebné dodržiavať pravidlá požiarnej bezpečnosti. V blízkosti sa nesmú nachádzať žiadne horľavé kvapaliny ani materiály.
Čo je lepšie - zváranie alebo spájkovanie
Odpovede na túto otázku sa môžu líšiť. Použitie jednej alebo druhej metódy závisí od použitia častí po ich spojení. Je lepšie spájkovať chladič auta. Táto metóda je lacná a spoľahlivá. Fľaše na mlieko a iné nádoby na uchovávanie potravín sa najlepšie zvárajú. Zvarový šev je odolnejší, najmä pri väčších veľkostiach. Často je potrebné zvárať diely vyrobené z hliníkových zliatin. Silumínové zváranie je prakticky jediný spôsob spojenia, okrem použitia lepidla.
Na zváraní a spájkovaní, ak je to žiaduce, môžete zarobiť dobré peniaze. Často sa objavujú otázky, ako spájkovať hliníkové rúrky v chladničke alebo ako opraviť rám bicykla. V dielňach je práca drahá: spájkovanie rúr - 1 000 rubľov. a viac. Pri pripájaní elektrických vodičov spájkovaním berú 15 rubľov. pre každý. Oprava rámu bicykla z hliníkových zliatin pomocou spájok stojí 500 rubľov. Oprava panvice bude stáť 100 rubľov. K týmto sumám treba pripočítať náklady na čas a peniaze na dodanie produktov do dielne a späť.
Aby ste ušetrili tieto peniaze, musíte sa naučiť spájkovať sami. Aby ste to dosiahli, musíte si kúpiť plynový horák vo forme plechovky za 700 - 1 000 rubľov. a spájku. Povrchovú úpravu a šitie sa môžete naučiť na starom chladiči auta.
Podobné články: